LATIHAN
MINGGU 4
DIKLAT
INTERAKSI ON-LINE (DIO) 2015
TEKNIK PEMESINAN BUBUT
Menyusun langkah kerja job sheet 4 (Membuat ulir segitiga luar/ dalam, mengalur dan memperbesar lubang)
1. Mesin dan peralatan yang digunakan
o Jenis mesin : Mesin bubut standart.
: Merk HMT type L1
: Three jaws self centering chuck
o Alat ukur : Vernier caliper 0,05
o Alat potong : Pahat ISO 6
: Pahat ISO 2
: Pahat Alur
: Pahat Ulir
: Twist drill ø20, ø23,5
o Alat bantu : Cekam bor
2. Jenis dan ukuran bahan
o Bahan benda kerja St 37 ø36 P: 100
3. Keselamatan kerja
a. Periksa alat - alat sebelum digunakan
o Alat bantu : Cekam bor
2. Jenis dan ukuran bahan
o Bahan benda kerja St 37 ø36 P: 100
3. Keselamatan kerja
a. Periksa alat - alat sebelum digunakan
b. Simpan peralatan pada tempat yang aman dan rapih selama dan sesudah digunakan
c. Gunakan alat-alat keselamatan kerja pada saat praktikum
d. Operasikan mesin sesuai SOP
e. Periksa kondisi mesin, pelumasan pada bed, eretan dan gearbox
f. Periksa ketersediaan air pendingin
4. Dasar teori/ rumus-rumus pendukung
o Rumus putaran mesin (n)
4. Dasar teori/ rumus-rumus pendukung
o Rumus putaran mesin (n)
Putaran (n) = kecepatan potong (Cs) / keliling benda kerja (π . d)
Cs = meter / menit
D = mm
Jika satuan ukuran Diameter menggunakan millimeter, maka Cs harus dikalikan 1000 untuk menyesuaikan besar satuan
o Rumus kecepatan pemakanan (F)
o Rumus kecepatan pemakanan (F)
Kecepatan pemakanan (F) = Besar pemakanan (f) x putaran (n)
o Rumus waktu proses pembubutan (tm)
Waktu proses bubut rata (tm) =
Panjang total bubut (L) = panjang pembubutan (l) + jarak start pahat (la)
o Rumus waktu proses pengeboran (tm)
Waktu proses pengeboran (tm) = panjang total pengeboran (L) /kec. pemakanan
L = L + 0,3 diameter mata bor
5. Gambar kerja
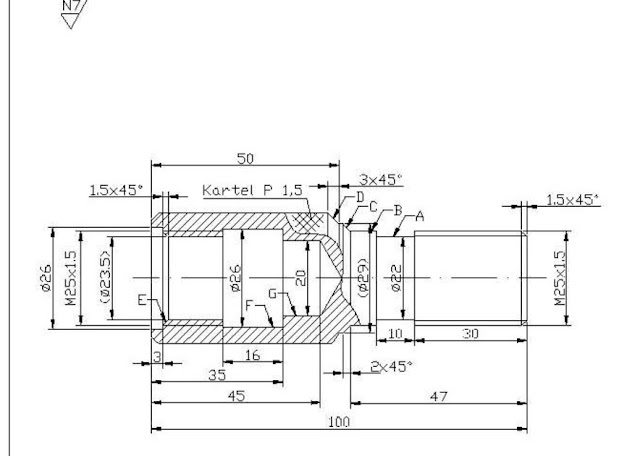
6. Langkah Kerja
1. Benda kerja hasil job 3 dicekam pada diameter 33 .

Teknik Dasar Pembubutan ULir Segitiga
a) Metoda Pemotongan Ulir Segitiga
Metoda Pemotongan ulir pada mesin bubut dapat
dilakukan dengan tiga cara diantaranya:
PemotonganTegak lurus terhadap sumbu
(dengan eretan lintang)
Yang dimaksud pemotongan ulir dengan cara
tegak lurus terhadap sumbu adalah, proses pembubutan ulir pemakanannya
dilakukan dengan cara posisi pahat ulir maju terus tegak lurus terhadap sumbu
sehingga pahat bubut mendapatkan beban yang lebih besar karena ketiga sisi mata
sayat melakukan pemotongan bersama-sama. Keuntungan cara pemotongan ulir
seperti ini adalah, lebih cepat, halus dan mudah cara melakukannya. Sedangkan
kekurangannya adalah, beban pahat lebih besar karena ketiga mata sayat pahat
bubut serentak melakukan pemotongan dan pahat cepat panas sehingga cenderung
cepat rusak. Cara pemotongan seperti ini disarankan hanya digunakan untuk
pemotongan ulir yang memiliki ukuran gang/kisar kecil.
Pemotongan Miring dengan menggeser
eretan atas
Yang dimaksud pemotongan ulir miring dengan
menggeser eretan atas adalah, proses pembubutan ulir pemakanannya dilakukan
dengan cara pahat dimiringkan sebesar stengah sudut ulir dengan memiringkan dudukan
pada eretan atas. Keuntungan cara pemotongan ulir seperti ini adalah, beban
pahat lebih ringan dan tidak cepat panas. Sedangkan kekurangannya adalah
prosesnya lebih lama dan hasil lebih kasar. Cara pemotongan seperti ini
disarankan hanya digunakan untuk pemotongan ulir yang memiliki ukuran
gang/kisar sedang.
Pemotongan Zig-zag
Yang dimaksud pemotongan ulir dengan cara
zig-zag adalah, proses pembubutan ulir dilakukan dengan cara pemakanan
bervariasi yaitu pemakanan sampai pada kedalaman ulir tidak hanya tegak lurus
menggunakan eretan lintang saja, melainkan pemakanan divariasi dengan menggeser
eretan atas sebagai dudukan pahat ulir arah kekanan atau kekiri. Keuntungan
cara pemotongan ulir seperti ini adalah hasil pembubutan dan beban pahat ringan
. Sedangkan kekurangannya adalah prosesnya lebih lama dan prosesnya memerlukan
ketrampilan khusus. Cara pemotongan seperti ini disarankan hanya digunakan
untuk pemotongan ulir yang memiliki ukuran gang/kisar besar.
b) Kedalaman Pemotongan Ulir
Untuk mendapatkan kedalamam ulir yang standar
pada proses pembubutan ulir segitiga, perlu memiliki acuan yang standar agar
prosesnya efisien dan hasilnya dapat memenuhi sesuai tuntutan pekerjaan. Dari
uraian materi sebelumnya telah dijelaskan bahwa, kedalaman ulir segitiga jenis
metris untuk baud (ulir luar) kedalamannya sebesar “0,61 mm x Kisar”, dan untuk
murnya (ulir dalam) kedalamannya sebesar “0,54 mm x Kisar”. Ketentuan lain
sebelum melakukan pemotongan ulir adalah, kurangi diameter nominal ulir sebesar
1/10.K atau d ulir = D nominal x 1/10 K.

6. Langkah Kerja
1. Benda kerja hasil job 3 dicekam pada diameter 33 .
2. Setel
benda kerja hingga putarannya stabil dan kencangkan cekam. 3. Atur kecepatan putarnya sesuai dengan diameter mata bor

4. Bor diameter 20 panjang 4

4. Bor diameter 20 panjang 4
5.Bubut dalam dengan pahat dalam diameter 26
panjang 16 menggunakan skala
nonius pada mesin sesuai gambar.
7.Mengulir
dalam M25x1,5.
8.Bubut
dalam diameter 26 panjang 3
10.
Benda kerja dibalik
11. Bubut
diameter 29 panjang 47
12. Bubut
diameter 25 panjang 45
13. Gunakan
pahat alur dan alur diameter 22 lebar 10
14. Chamfer
1,5x45, 2x45, 3x45, sesuai gambar.
15. Mengulir M25x1,5 setelah
mengatur roda gigi dan parameter untuk penguliran M25x1.5
16. Gunakan
kikir untuk membersihkan tatal tajam pada sisi sisi benda kerja

Bahan
|
Pahat Bubut HSS
|
Pahat Bubut Karbida
| ||
m/men
|
Ft/min
|
M/men
|
Ft/min
| |
Baja lunak(Mild Steel)
|
18 – 21
|
60 – 70
|
30 – 250
|
100 – 800
|
Besi Tuang(Cast Iron)
|
14 – 17
|
45 – 55
|
45 - 150
|
150 – 500
|
Perunggu
|
21 – 24
|
70 – 80
|
90 – 200
|
300 – 700
|
Tembaga
|
45 – 90
|
150 – 300
|
150 – 450
|
500 – 1500
|
Kuningan
|
30 – 120
|
100 – 400
|
120 – 300
|
400 – 1000
|
Aluminium
|
90 - 150
|
300 - 500
|
90 - 180
|
200– 600
|
Pemilihan angka Cs 80 sudah sesuai dengan table diatas, yaitu bahan yang dikerjakan adalah jenis baja lunak dengan menggunakan pahat jenis Carbida (ISO 6 dan ISO 2)
TABEL KECEPATAN PEMAKANAN UNTUK PROSES BOR
Kecepatan Pemakanan (mm/putaran)
|
Diameter Mata Bor (mm)
|
0,02 ÷ 0,05
|
< 3
|
0,05 ÷ 0,1
|
3 ÷ 6
|
0,1 ÷ 0,2
|
6 ÷ 12
|
0,2 ÷ 0,4
|
12 ÷ 25
|
Pemilihan angka kecepatan pemakanan (f) sudah sesuai dengan table diatas, yaitu untuk D: 6 ÷ 12 diambil f = 0,2; dan untuk D: 12 ÷ 25 diambil f = 0,4
Estimasi waktu pengerjaan adalah sebagai berikut:
Ø Estimasi waktu pengerjaan adalah sebagai berikut:
Ø Estimasi waktu pengerjaan adalah sebagai berikut:
PROSES A
1. Untuk pengeboran 1, Ø 20
n = 1000 Cs / π . d = 1000 . 25 / 3,14 . 20
= 398
rpm
L = 45 + 0,3 × 20
= 51
F = 0,2 x 398
= 79,6
tm = L / F
= 51 / 79,6
= 0,64 menit
2. Untuk pengeboran 2, Ø 23,5
n = 1000 Cs / π . d = 1000 . 25 / 3,14 . 23,5 = 338 rpm
L = 19 + 0,3 × 23,5
= 26,05
F = 0,4 x 338
= 135,2
tm = L / F
= 26,05 / 135,2
= 0,19 menit
3.
Untuk membubut
alur
dalam 1 dengan
diameter 26 mm,
n = 1/2 (1000 Cs / π . d)
= 1/2 (1000 . 80 / 3,14 . 26) = 490
rpm
n = 1/2 (1000 Cs / π . d)
=
L = 16
F = 0,05 x 490
= 24,5
tm = L / F
= 16 / 24,5
= 0,65 menit
4.
Untuk
membubut alur dalam 2 dengan
diameter 26 mm,
n = 1/2 (1000 Cs / π . d)
= 1/2 (1000 . 80 / 3,14 . 26) = 490 rpm
=
L = 3 + 2
= 5
F = 0,05 x 490
= 24,5
tm = L / F
= 5 / 24,5
= 0,20 menit
5. Untuk membubut ulir M25 x 1,5 (4
kali proses)
n = 1/3 (1000 Cs / π . d)
= 1/3 ( 1000 . 80 / 3,14 . 26) = 340
rpm
n = 1/3 (1000 Cs / π . d)
=
L = 16 + 2
= 18
F = 0,05 x 340
= 17
tm = L / F
= 18 / 17
= 1,06 menit
tm = 4 x 1,06 = 4,24 menit
PROSES B
PROSES B
6.
Untuk
membubut rata 1 dengan
diameter 25 mm,
n = 1000 Cs / π . d = 1000 . 80 / 3,14 . 30 = 850 rpm
n = 1000 Cs / π . d = 1000 . 80 / 3,14 . 30 = 850 rpm
L = 47 + 1 = 48
F = 0,05 x 850
= 42,5
tm = L / F
= 48 / 42,5
= 1,13 menit
7.
Untuk
membubut rata 2 dengan
diameter 29 mm,
n = 1000 Cs / π . d
= 1000 . 80 / 3,14 . 33 =775
rpm
n = 1000 Cs / π . d
=
L = 3 + 2
= 5
F = 0,05 x 775
= 38,75
tm = L / F
= 5 / 38,75
= 0,13 menit
8.
Untuk
membubut alur luar dengan
diameter 22 mm,
n = 1/2 (1000 Cs / π . d)
= 1/2 (1000 . 80 / 3,14 . 25) = 1020
rpm
n = 1/2 (1000 Cs / π . d)
=
L = 10
F = 0,05 x 1020
= 51
tm = L / F
= 10 / 51
= 0,20 menit
9. Untuk membubut ulir M25 x 1,5 (4
kali proses)
n = 1/3 (1000 Cs / π . d)
= (1000 . 80 / 3,14 . 25) = 340
rpm
n = 1/3 (1000 Cs / π . d)
=
L = 30 + 2
= 32
F = 0,05 x 340
= 17
tm = L / F
= 32 / 17
= 1,88 menit
tm = 4 x 1,88 = 7,52 menit
Waktu proses pengerjaan: 0,64 + 0,19 + 0,65 + 0,20 + 4,24
+
1,13 + 0,13 + 0,20 + 7,52 =
14,9 menit
Estimasi waktu untuk pemasangan benda =
2 menit
Estimasi waktu untuk pemasangan pahat =
6 menit
Estimasi waktu untuk setting dan ganti pahat (all proses) = 6 menit
Estimasi waktu total =
28,9 menit